Традиционное профилирование
Метод интенсивного деформирования
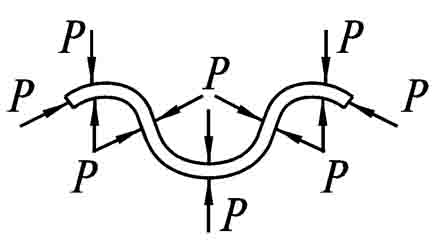
Схема реализации процесса


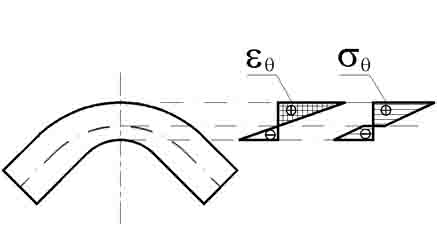
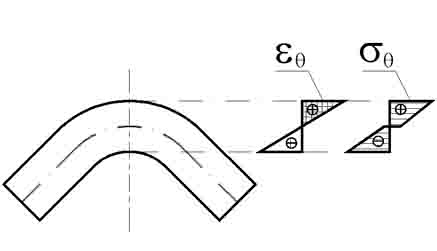
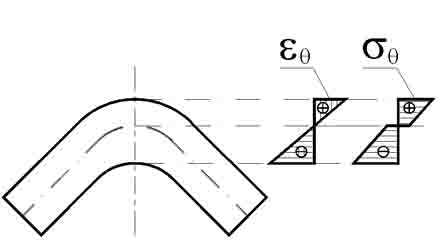
НДС в зоне сгиба
ОАО "Ульяновский НИАТ" производит гнутые профили различного поперечного сечения и профилегибочное оборудование
Гнутые профили – это один из видов высокоэкономичных видов металлопроката, изготавливаемый методом профилирования листов, полос или лент на профилегибочных агрегатах различных типов.
Процесс профилирования заключается в последовательной подгибке и формовке листовой или полосовой стали до требуемой конфигурации готового профиля в фасонных калибрах валков профилегибочного стана.
Гнутые профили проката можно изготавливать самой различной конфигурации поперечного сечения, в том числе замкнутой и полузамкнутой форм, из цветных металлов и сплавов, углеродистой, низколегированной и легированной сталей шириной исходной заготовки до 2000 мм и длиной до 12 м или большей (Тришевский И.С.).
Традиционное профилирование – одно из направлений изготовления гнутых профилей, было развито Тришевским И.С. в середине прошлого столетия. В настоящее время традиционное профилирование успешно заменяется более современными методами профилирования листовых заготовок, в частности, методами интенсивного деформирования (МИД и СИ).
Схемы реализации и характерные особенности различных методов приведены в таблице.
Схемы реализации методов профилирования
|
Традиционное профилирование |
Метод интенсивного деформирования |
Стесненный изгиб |
Схема реализации процесса |
|
|
|
НДС в зоне сгиба |
|
|
|
Характерные особенности различных методов
Параметры |
Метод |
||
ТП |
МИД |
СИ |
|
Количество переходов |
12-22 |
4-8 |
3-4 |
Количество зон сгиба |
до 12 |
до 12 |
до 8 |
Угол подгибки за один переход, град |
8-12 |
20-45 |
20-45 |
Система калибровки |
последовательная |
параллельная |
параллельная |
Тип калибра |
открытый |
закрытый |
закрытый |
Ширина заготовки |
L теор > L прак |
L теор = L прак |
L теор < L прак |
Размерная точность по сечению |
низкая |
высокая |
повышенная |
Традиционное профилирование предусматривает малые углы подгибки за переход, что способствует наилучшему сохранению покрытия. Однако количество переходов велико (20 - 52), что обуславливает высокую стоимость оснастки и оборудования и неэффективность использования в серийном и мелкосерийном производстве.
Метод СИ заключается в осадке волнообразной заготовки с утолщением металла в зоне сгиба. Метод разработан для труднодеформируемых и малопластичных материалов, применяемых в авиационных конструкциях и содержит 2-4 перехода для профилей типа швеллер, корытный, Z-образный. Стесненный изгиб характеризуется тем, что в процессе гибки к листовой заготовке прикладываются дополнительные силы сжатия в тангенциальном, радиальном и аксиальном направлениях. В отличие от обычной гибки (традиционного профилирования), при котором нейтральный слой смещается в сторону внутреннего контура, под действием дополнительных сил сжатия в зоне сгиба происходит смещение нейтрального слоя от средней линии в сторону наружного контура. Уменьшение деформаций растяжения снижает растягивающие напряжения и деформации наружного контура, устраняет опасность его разрушения при гибке с малыми относительными радиусами. Метод СИ позволяет получить радиусы гибки ( r в=0,5- 2 мм) меньше предельно допустимых при обычной гибке.
Относительно сохранения покрытия метод СИ является наименее пригодным, поскольку поперечное обжатие профиля, утолщение в зоне сгиба сопровождается высокими контактными напряжениями и деформациями, что не способствует сохранению покрытия.
Метод интенсивного деформирования является промежуточным между традиционным профилированием и методом СИ и представляет более прогрессивный метод изготовления профилей практически любого сечения. Преимущество МИД по сравнению с традиционным профилированием заключается в максимальном использовании упругопластических свойств металла, что позволяет использовать минимальное количество переходов и обеспечить снижение стоимости оборудования и продукции.
Принципиальными технологическими особенностями, реализующими идею метода интенсивного деформирования в роликах, являются:
|
ОАО “Ульяновский НИАТ”Ульяновский научно-исследовательский институт авиационной технологии и организации производства |
ОАО "Ульяновский НИАТ" было образовано в 1993 году выделением из состава головного (Московского) НИАТа, созданного в 1920 году как Центральный Институт Труда (ЦИТ).
80-летние традиции ЦИТа полностью сохранены специалистами института – исследование новейших направлений в технике и организации производства, разработка оборудования и технологий, внедрение в производство разработок "под ключ".
Применяемые интенсивные методы деформирования металлов позволяют значительно снизить количество переходов, применять гибочно-прокатные станы меньших размеров, таким образом экономя средства заказчиков.
В сферу деятельности предприятия входит:
В настоящее время институтом освоена следующая номенклатура изделий:
Только за последние 10 лет профили из листовых материалов, изготавливаемые по нашей технологии, внедрены в действующее производство самолетов Ил-114, Ту-334, Ил-103, Бе-200, АН-70, АН-140.
Научные исследования, проводимые в институте:
Ген. директор: Марковцев Владимир Анатольевич
(к.т.н., руководитель научного направления)
Тел. факс. 8-8422-55-02-82
|
Ульяновский государственный технический университетКафедра “Материаловедение и ОМД” |
Кафедра основана в 1958 году.
Заведующий кафедрой - к.т.н., доцент Кокорин Валерий Николаевич.
Телефон кафедры: (8422) 41-78-88
Адрес электронной почты: omd@mf.ulstu.ru
Одно из направлений исследования кафедры: исследование процесса изготовления гнутых профилей в роликах:
Руководитель научного направления Филимонов Вячеслав Иванович, д.т.н., профессор
| вверх страницы | на главную |
|---|

